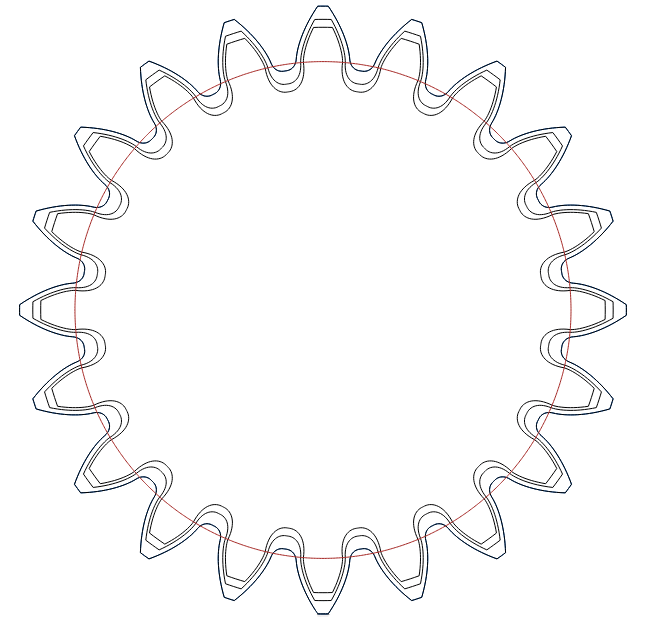
در شکل زیر سه عدد چرخدنده نمایش داده شده است. هر سه چرخدنده ها دارای مدول یکسان، تعداد دندانه برابر ، زاویه فشار یکسان، پروفیل اینولوت مشابه و ضریب ارتفاع دنده (2.25 برابر مدول) یکسان هستند. پس چه چیز باعث شده است که این چنین تفاوتی واضح و مهم بین این سه چرخدنده به وجود آید؟ ضریب تصحیح ضخامت پروفیل
علاوه بر پارامترهای مهمی نظیر مدول، زاویه فشار، تعداد دندانه، زاویه مارپیچ و … یکی پارامتر مهم دیگر نیز در طراحی هندسی چرخدنده ها وجود دارد که در کتاب های طراحی اجزای مکانیکی عمومی کمتر بدان پرداخته شده و معرفی شده است. این پارامتر ضریب انتقال پروفیل (Profile shift coefficient ) یا ضریب تصحیح ضخامت پروفیل یا به اختصار ضریب تصحیح نامیده می شود که عموما در هندبوک ها و کتاب های چرخدنده زنی با پارامتر X مشخص می شود. این پارامتر مشخص می کند که پروفیل اینولوت به چه میزان شیفت داده شود یا جا به جا شود.
اکثر فرمول ها و روابطی که در کتاب های عمومی مهندسی مکانیک وجود دارد یا صنعتگران از آن استفاده می کنند مربوط به حالتی است که ضریب تصحیح صفر باشد. حال آنکه در بسیاری از چرخدنده ها به خصوص در گیربکس های صنعتی طراحان به وفور از عددی غیر از صفر استفاده می کنند. ضریب تصحیح می تواند عددی مثبت یا منفی باشد. عدد مثبت حاکی از بزرگتر شدن دندانه (چاق شدن) و عدد منفی داندانه را کوچکتر (لاغرتر) می کند.
اهمیت پارامتر ضریب تصحیح ضخامت پروفیل
برخی به اشتباه گمان می کنند چرخدنده ای که ضریب تصحیح دارد سبب می شود غیر استاندارد شود بلکه باید گفت ضریب تصحیح باعث غیر استاندارد شدن چرخدنده نمی شود و این پارامتر ابزار بسیار کارآمدی برای طراحان است تا با کمترین تغییر در پارارمترهای اساسی بتوانند دندانه را ضعیف تر یا تقویت نمایند. با تغییر ضریب تصحیح ضخامت دندانه است که تغییر می نماید. به تصویر زیر نگاه کنید.
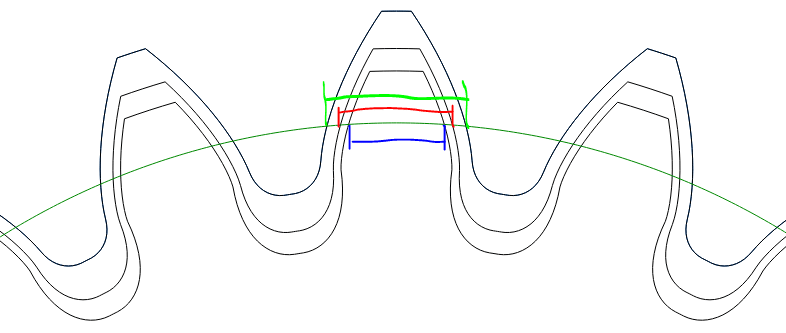
ضخامت دندانه در محل قطر دایره گام برای سه چرخدنده با ضرایب تصحیح متفاوت با یکدیگر فرق دارد. علاوه بر ضخامت دندانه برای یک چرخدنده هایی با ضریب تصحیح متفاوت قطر سر دنده و قطر ریشه نیز متفاوت خواهد بود چرا که کل پروفیل (شامل ریشه، گرده دندانه و سردنده) همگی با هم به سمت بیرون یا به سمت داخل جا به جا شده است.
در فرآیند تولید نیز برای ساخت چرخدنده ای که ضریب تصحیح دارد احتیاج به دستگاه یا ابزار ویژه و خاصی نیست. بسته به اینکه اپراتور تولید به چه میزان تیغه دنده زنی را به دل قطعه کار نفوذ دهد می تواند دنده هایی با ضخامت های مختلف (ضرایب تصحیح مختلف) تولید نماید. البته باید تغییرات قطر سردنده را نیز در نظر داشت. هرچقدر تیغه بیشتر در قطعه نفوذ کند ضخامت دندانه کمتر می شود و هرچقدر تیغه کمتز به دل قطعه کار نفوذ کند ضخامت دندانه بیشتری به دست خواهد آمد.
نکته مهم آن است که دو چرخدنده که دارای مدول یکسان و زاویه فشار یکسان هستند چنانچه دارای ضرایب تصحیح متفاوتی باشند باز هم می توانند به خوبی با یکدیگر درگیر شوند و لازم نیست دنده های درگیر باهم دارای ضریب انتقال پروفیل یکسانی باشند.
در ادامه ویدیویی از نحوه تولید چرخدنده با ضرایب تصحیح متفاوت آورده شده است:
|
به منظور تعیین میزان ضریب تصحیح پروفیل به هنگام مهندسی معکوس چرخدنده یا کنترل دنده تولید شده باید ضخامت آن را محاسبه نمود. ضخامت چرخدنده ها به سه روش اندازه گیری wk (اسپن دنده-شکم دنده)، اندازه گیری اورپین یا پشت تا پشت پین های کنترل دنده یا استفاده از کولیس چرخدنده (کولیس H-S) قابل دستیابی می باشد.
دهکده گیربکس اقدام به تهیه پین های اندازه گیری چرخدنده نموده است که از طریق لینک زیر می توانید مشخصات و نحوه تهیه آن را مشاهده نمایید.